Э.В.Попов, Э.Р. Тимерханова, Е.И. Ярикова
(специалисты ОАО «Туполев»)
«Проектирование и техническое перевооружение производства с помощью имитационного моделирования»
Важнейшей задачей авиапромышленности Российской Федерации является быстрое преодоление отставания от основных мировых конкурентов в технологическом уровне производства, качестве и надежности авиационной техники. Эта задача будет решаться за счет масштабного внедрения новых технологий, освоения выпуска новой продукции, перевооружения производства.
Развитие, оптимизация или реорганизации производства обусловлены множеством факторов и определяются нестабильностью производственной системы. В то же время, любая производственная система характеризуется сложными связями между элементами технологической, транспортной и складской подсистем. Выявить и проанализировать эти связи при проектировании производственной системы предприятия является сложной инженерной задачей.
Поэтому оценить заранее потенциальную прибыль или убыток от реализации проектов довольно трудно. Традиционно, принятие решений основано на прошлом опыте и интуиции, но эти подходы рискованны и далеки от современных систем поддержки принятия решений. Одним из наиболее эффективных средств для анализа производства является имитационное моделирование материальных потоков.
Имитационное моделирование материальных потоков позволит:
- Определить возможность выполнения производственной программы на заданном оборудовании в заданных помещениях.
- Определить критические операции по существующим технологиям.
- Выявить узкие места и предложить решения по их устранению.
- Определить период времени, необходимый для выполнения производственной программы на заданных (имеющихся) мощностях.
- Определить оптимальную схему расстановки оборудования, подтвердить необходимость использования предполагаемого оборудования в плане возможности выполнения программы. Определить или оптимизировать размер производства.
- Отработать технологические процессы по их выполняемости, предварительному нормированию до их фактического внедрения.
- Рассчитать (смоделировать) конвейерные линии.
- Составить график поставки комплектующих (материала).
- Оптимизировать материальные потоки. Снизить величину запасов, определить оптимальные размеры буферных запасов. Определить или оптимизировать транспортные ресурсы.
Применение имитационных моделей дает множество преимуществ по сравнению с выполнением экспериментов над реальной системой и использованием других методов.
[toggle_box]
[toggle_item title=»Стоимость.» active=»true»]К примеру, компания провела техническое перевооружение производства (расчет обычным методом) и в результате не вышла на заданный объем выпуска продукции или поменяла часть оборудования на более производительное, что не привело к увеличению производительности труда или даже ухудшило этот показатель. Принять обоснованное решение помогла бы имитационная модель, затраты на применение которой состоят лишь из цены программного обеспечения и стоимости консалтинговых услуг.[/toggle_item]
[toggle_item title=»Время.»]В реальности оценить эффективность, например, работы нового цеха или измененной структуры склада можно лишь через месяцы или даже годы. Имитационная модель позволяет определить эффективность таких изменений за значительно меньшее время, необходимое для проведения эксперимента.[/toggle_item]
[toggle_item title=»Повторяемость.»]Постоянные изменения ситуации на рынке требуют от организаций быстрой реакции. Например, прогноз объемов спроса продукции должен быть составлен в срок, и его изменения критичны. С помощью имитационной модели можно провести неограниченное количество экспериментов с разными параметрами, чтобы определить наилучший вариант.[/toggle_item]
[toggle_item title=»Точность.»]Традиционные расчетные математические методы требуют применения высокой степени абстракции и не учитывают важные детали. Имитационное моделирование позволяет описать структуру системы и её процессы в естественном виде, не прибегая к использованию формул и строгих математических зависимостей с большой долей допущений.[/toggle_item]
[toggle_item title=»Наглядность.»]Имитационная модель обладает возможностями визуализации процесса работы системы во времени, схематичного задания её структуры и выдачи результатов в графическом виде. Это позволяет наглядно представить полученное решение и донести заложенные в него идеи до клиента и коллег.[/toggle_item]
[toggle_item title=»Универсальность.»]Имитационное моделирование позволяет решать задачи из любых областей: производства, логистики, финансов, здравоохранения и многих других. В каждом случае модель имитирует, воспроизводит, реальную жизнь и позволяет проводить широкий набор экспериментов без влияния на реальные объекты.[/toggle_item]
[/toggle_box]
Вопросы оптимизации или реорганизации производства с помощью моделирования рассматривались в нашей стране и за рубежом уже продолжительное время.
С появлением современных PLM технологий, включая CAD/CAM/CAE систем, открылись новые возможности в этом направлении, что позволило организовать процессы информационного сопровождения изделий от концептуальной разработки до утилизации, т.е. на протяжении всего его жизненного цикла. Использование CAD/CAM/CAE систем дают возможность сократить срок внедрения новых изделий, существенно влияют на технологию производства. По данным Американского Национального Института Стандартов и Технологий (National Institute of Standards and Technology) только применение сквозного проектирования позволяет:
- Значительно повысить качество выпускаемой продукции.
- Ускорить выход продукции на рынок на 20-90%
- Сократить время на разработку изделия на 30-70%
- Сократить время на внесение изменений на 65-90%
- Уменьшить затраты на подготовку изделия к производству на 5-50%
- Ускорить окупаемость затрат на 20-85%
В настоящее время практически ни один крупный проект за рубежом не принимается без имитационного моделирования технических и управленческих процессов. Этому способствовало быстрое развитие информационных технологий. Имитационное моделирование позволяет решать проблемные задачи, начиная с участков (отделов) и заканчивая крупными концернами. Также как и проектирование любого изделия, например, самолета, которое требует расчетов на прочность, аэродинамику, увязку деталей и агрегатов, так и производство требует расчетов логистики, производительности, выполняемости программы и много другого. Все эти задачи решаемы с помощью имитационного моделирования.
Компании-лидеры внедрения PLM технологий: Dassault Systems (ПО CATIA, SolidWorks, ENOVIA CATIA, DELMIA), Parametric Technology Corporation (ПО Pro/Engineer, Windchill), Unigraphics Solutions (ПО Unigraphics, Solid Edge, iMAN, Parasolid).
Зарубежный опыт использования имитационного моделирования в авиации
[tab]
[tab_item title=»Boeing»]Внедрение практики имитационного моделирования обеспечило компании Boeing экономию:
- Изменения планировок цехов (по площади) – 40%
- Проектирование оснастки – 50%
- Плановое время сборки – 25%
- Ошибки рабочих/доработка – 50%
- Ошибки при планировании – 50%
- Подготовка техников – 15%
[/tab_item]
[tab_item title=»Bombardier»]
- «Мы сэкономили примерно 20,000 квадратных метров цехового пространства». При расценках около 5 канадских долларов за квадратный метр, использование имитационного моделирования сразу же позволило сэкономить 8 миллионов американских долларов.
- Снижение на 27% количества постов сборки.
- Коэффициент использования оборудования повысился на 31%.
- 38% экономии на традиционную кривую обучения цеховых рабочих.
[/tab_item]
[tab_item title=»Dassault Aviation»]
- Проблемы в сборке, такие как несоосность или недостающие детали, были устранены полностью.
- Полностью отказались от полноразмерных физических макетов; были сэкономлены миллионы евро.
- Стоимость оснастки была снижена вдвое.
- Первый Falcon 7X был собран на 55% быстрее (за 7 месяцев, против 16 месяцев, потраченных на его предшественника).
[/tab_item]
[/tab]
В дополнение к имитационному моделированию производственных систем, сейчас крайне важно создать систему оперативного управления производством, которая учитывает не только программу выпуска, параметры производственной системы и структуру технологических процессов, но и такую важную характеристику производственной системы как гибкость (переналаживаемость).
Система оперативного управления (СОУ) позволяет автоматически управлять производственным процессом с доведением сменно-суточных заданий до каждого работника и соответствующих служб обеспечения. Кроме того система позволяет оперативно реагировать (не зависимо от человеческого фактора) на сбои в работе производственной системы, в т.ч. искать альтернативные варианты решения проблемы.
Имитационная модель производственной системы в комплексе с СОУ позволяет спрогнозировать программу выпуска изделий на определенные временные периоды.
В интересах подготовки цеха ремонта и модернизации изделия «4503» к выполнению напряженной производственной программы специалисты КАЗ им. С.П. Горбунова, ЦКБ и СТАНКИН ведут работы по внедрению имитационного моделирования при проектировании производственной системы и внедрению СОУ цехом.
Эффективность производственной системы определяется:
- Логистическими связями материального потока с элементами производственной системы.
- Наличием альтернативных организационно-технологических решений выполнения работ;
балансировкой производственных мощностей. - Техническими возможностями элементов производственной системы,
системой оперативного управления.
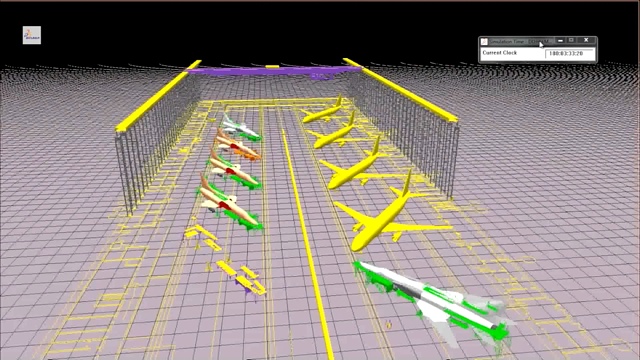
Особенностью организации цеха ремонта и модернизации изделия «4503» является поточное производство, в котором все работы по ремонту изделия 4503 распределены по 4 технологическим постам (рис. 1).

Рисунок 1. Цех ремонта и модернизации изделия 4503.
Следует также учитывать, что каждое изделие уникально по фактическому состоянию систем и агрегатов, что приводит к объективным отклонениям от заданных технологических норм (т.е трудоемкость выполнения работ может быть выше запланированной). Предварительное имитационное моделирование производственной системы цеха ремонта и модернизации изделия 4503 с учетом непродуктивных потерь времени показало, что производственный цикл больше технологического на 12 процентов.
На примере работы бригады «Самолет и двигатель» построена сетевая модель, согласно которой критический путь, без учета распределения ресурсов, составляет 23 недели (рис. 2).
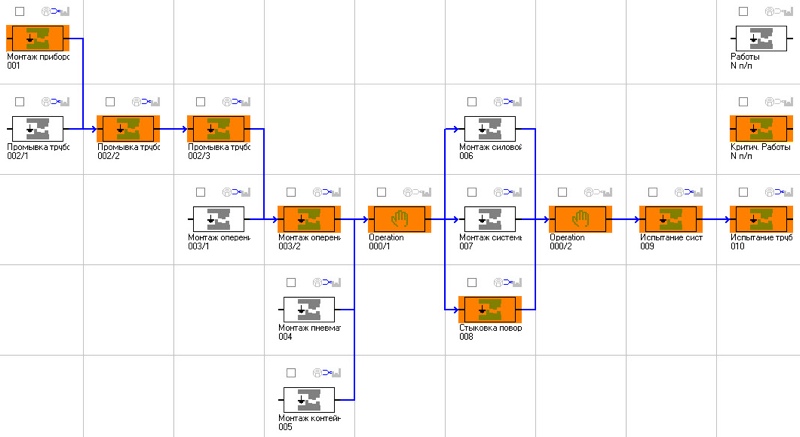
Рисунок 2. Технологический цикл (критический путь) без учета распределения ресурсов – 23 недели.
Так как существует ряд операций, параллельное выполнение которых невозможно из-за ограниченного количества рабочих, происходит увеличение времени технологического цикла до 26 недель. Происходит перераспределение рабочих бригады по технологическим постам, следовательно, базовый технологический цикл, который не учитывает распределение ресурсов, оказался меньше расчетного технологического цикла на 12%, как было сказано ранее. Аналогичная ситуация наблюдается и в других 5-ти бригадах (рис. 3).
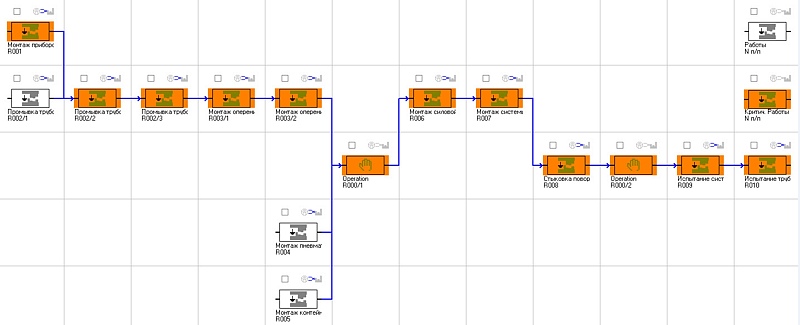
Рисунок 3. Технологический цикл (критический путь) с учетом распределения ресурсов – 26 недели.
Резервом для обеспечения установленной производительности цеха ремонта и модернизации с заданными ограничениями по ресурсам является гибкое распределение бригад и рабочих по рабочим местам. Это может быть обеспечено внедрением системы оперативного управления производственной системой, которая, для учета всех параметров производственного процесса и предотвращению сбоев в работе производственной системы, должна включать АРМ технолога, АРМ комплектовщика, АРМ диспетчера, АРМ мастера и АРМ сотрудника ОТК, объединенных в единую базу данных (рис. 4).
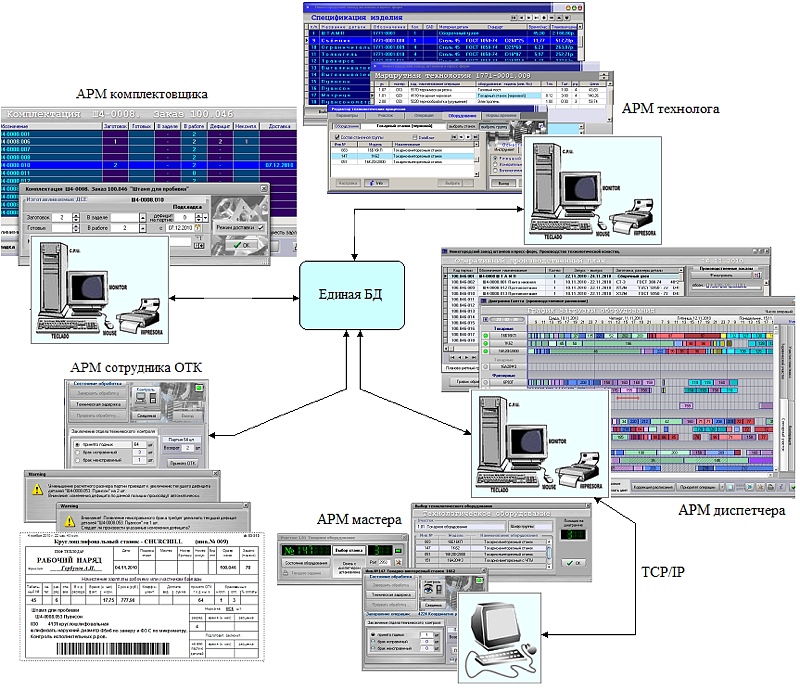
Рисунок 4. Организационное обеспечение системы оперативного управления цеха № 8.
Выводы:
По предварительным оценкам базовые организационно-технологические решения не позволят обеспечить запланированную программу выпуска изделий «4503» в год.
Для обеспечения заданной программы выпуска и оптимизации организационно-технологических решений необходимо внедрить систему оперативного управления в комплексе с системой имитационного моделирования производственных процессов.
По предварительным оценкам использование комплексного подхода к проектированию производственной системы цеха позволит повысить производительность производственной системы цеха более чем на 30 процентов.
[divider]
Список литературы:
- Имитационное моделирование производственных систем/ Под общ. ред. чл.-кор. АН СССР А.А. Вавилова. – М.: Машиностроение; Берлин: Техника, 1983. – 416 с.
- Васильев В.Н. Организация, управление и экономика гибкого интегрированного производства в машиностроении. – М.: Машиностроение, 1986. – 312 с.
- Киселев Г.А. Переналаживаемые технологические процессы в машиностроении. М.: Издательство стандартов, 1980. 272 с.
- Гибкие производственные комплексы/ Под ред. П.Н. Белянина и В.А. Лещенко. – М.: Машиностроение, 1984. – 384 с.
- http://www.3ds.com/fileadmin/PRODUCTS/DELMIA/OFFERS/Virtual-Ergonomics-Solutions/PDF/DELMIA-Virtual-Ergonomics-Bombardier
Information about Bombardier - http://www.cardix.com/pdf/delmia/DELMIA_WorldNews.pdf
Information about Dassault Aviation
Похожие записи

Робот против «привычек» пилотов
В дополнение к выше сказанному: в 2015 году ОАК открывает новый центр проектирования в «КБ Туполева» в Москве. Новый центр безбумажного проектирования оснащен одним из самых мощных в России суперкомпьютеров с вычислительной емкостью – несколько десятков терафлоп. Специальные выделенные каналы связи позволяют обмениваться данными между филиалами ОАК, расположенными по всей стране, а также работать с крупнейшими отечественными компаниями-проектировщиками. Общий размер инвестиций в проект составил 500 млн рублей.